News & Views, Volume 43 | Perforation, Scabbing, and Reinforcement Optimization in an Aircraft Impact Analysis (AIA)
By: Eric Kjolsing
Background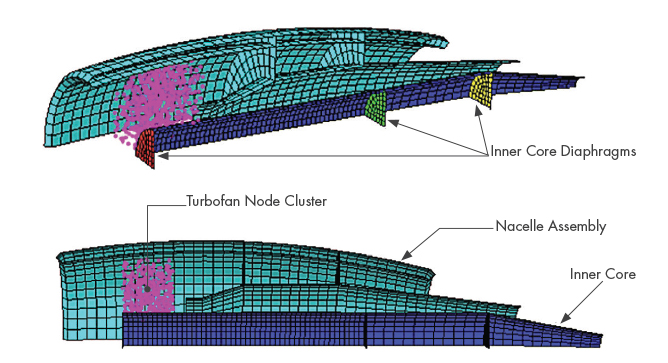
A 2016 project utilized a variety of Structural Integrity competencies to analyze a beyond design basis threat at an overseas nuclear power plant. The client was assessing a plant design and approached Structural Integrity to investigate local perforation and scabbing of a reinforced concrete wall due to hard missile impact. Perforation occurs when a missile fully penetrates and passes through a target while scabbing occurs when material is ejected from the back face of a target, potentially striking personnel and equipment inside the facility. The client also sought to reduce the volume of wall reinforcement, a potentially large cost savings, while still meeting the facility’s strict design criteria. The project is best described in four stages and took advantage of our AIA experience, finite element (FE) modeling expertise, and proprietary concrete constitutive model ANACAP.

 Attemperators (aka desuperheaters) are used in fossil and combined cycle plants to protect boiler/HRSG components and steam turbines from temperature transients that occur during startup or load changes. The attemperator sprays water droplets into the superheated steam to ensure that the downstream, mixed, steam temperature will not adversely affect downstream components.
Attemperators (aka desuperheaters) are used in fossil and combined cycle plants to protect boiler/HRSG components and steam turbines from temperature transients that occur during startup or load changes. The attemperator sprays water droplets into the superheated steam to ensure that the downstream, mixed, steam temperature will not adversely affect downstream components.
 With the increase of renewable energy into the power generation market, aggressive state renewable targets, and recently renewed production tax credit (PTC), wind power generation demand is positioned to increase significantly. This is good news not only for new wind projects but also for existing wind power infrastructure.
With the increase of renewable energy into the power generation market, aggressive state renewable targets, and recently renewed production tax credit (PTC), wind power generation demand is positioned to increase significantly. This is good news not only for new wind projects but also for existing wind power infrastructure. 
 Subsequent License Renewal (SLR) will require a shift in the approach for managing plant components for thermal fatigue.
Subsequent License Renewal (SLR) will require a shift in the approach for managing plant components for thermal fatigue.
 The sophistication of structural analysis has evolved side-by-side with computing and graphics technology.
The sophistication of structural analysis has evolved side-by-side with computing and graphics technology.
 In January 2012, the Pipeline Safety, Regulatory Certainty, and Job Creation Act of 2011 was signed into law directing PHMSA to take steps to further assure the safety of pipeline infrastructure.
In January 2012, the Pipeline Safety, Regulatory Certainty, and Job Creation Act of 2011 was signed into law directing PHMSA to take steps to further assure the safety of pipeline infrastructure.
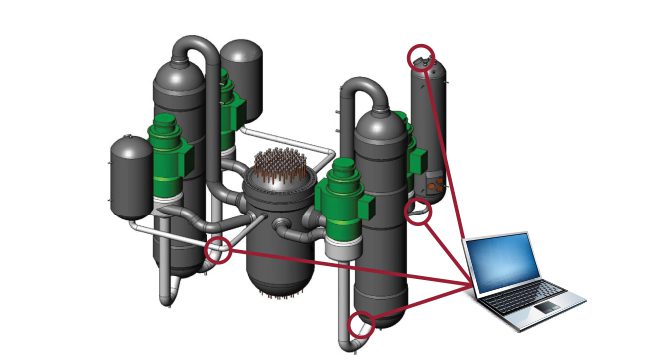
 In business, it is no different and innovation has been a mainstay at Structural Integrity and part of our core values since our inception in 1983. We are constantly developing and applying innovative practices and technologies to meet our clients’ toughest challenges and to provide best-in-value solutions. In this spirit, we are excited to announce one of our most recent innovations, LATITUDETM.
In business, it is no different and innovation has been a mainstay at Structural Integrity and part of our core values since our inception in 1983. We are constantly developing and applying innovative practices and technologies to meet our clients’ toughest challenges and to provide best-in-value solutions. In this spirit, we are excited to announce one of our most recent innovations, LATITUDETM.



 As plants age, the need for inspection for service related damage to ensure unit reliability increases. There are several approaches that plants can take to reduce the risk of premature failures and proactively manage their DMWs. First is metallurgical sampling. Based on temperature profiles across the boiler, operating conditions, and operating history, DMWs can be selected for laboratory analysis. This will provide some insight into possible damage accumulation; however, the better approach, if damage is suspected, is to perform an ultrasonic inspection of the DMWs. This allows inspection of all the DMWs, and only requires access and surface preparation. If indications are detected, then tube sampling should be performed. It is critical to perform a metallurgical analysis of several of the DMWs suspected of containing service damage to confirm that the indications are service related and to help establish the extent of the damage compared to ultrasonic testing results. Typical DMW damage is described in the Featured Damage Mechanism article. The importance of the metallurgical analysis is demonstrated in the three following case studies.
As plants age, the need for inspection for service related damage to ensure unit reliability increases. There are several approaches that plants can take to reduce the risk of premature failures and proactively manage their DMWs. First is metallurgical sampling. Based on temperature profiles across the boiler, operating conditions, and operating history, DMWs can be selected for laboratory analysis. This will provide some insight into possible damage accumulation; however, the better approach, if damage is suspected, is to perform an ultrasonic inspection of the DMWs. This allows inspection of all the DMWs, and only requires access and surface preparation. If indications are detected, then tube sampling should be performed. It is critical to perform a metallurgical analysis of several of the DMWs suspected of containing service damage to confirm that the indications are service related and to help establish the extent of the damage compared to ultrasonic testing results. Typical DMW damage is described in the Featured Damage Mechanism article. The importance of the metallurgical analysis is demonstrated in the three following case studies.