Environmentally-Assisted Fatigue (EAF) screening is used to systematically identify limiting locations for managing EAF effects on Class 1 reactor coolant pressure boundary components wetted by primary coolant.This article provides an overview of the methods developed and used by Structural Integrity (SI) for Class 1 components having explicit fatigue analyses performed using ANSI/ASME B31.7(1) and ASME Section III(2).A future article will discuss how this is performed for Class 1 piping designed and analyzed to ASME/ANSI B31.1(3).
As plants enter their initial or subsequent license renewal period one of the requirements is to show that fatigue (including environmental effects) is adequately managed.For some locations in pressurized water reactors (PWRs), it can be difficult to demonstrate an environmental fatigue usage factor less than the code allowable value of 1.0.Therefore, plants are increasingly turning to flaw tolerance evaluations using the rules of the ASME Code, Section XI, Appendix L.Appendix L analytically determines an inspection interval based on the time it takes for a postulated flaw (axial or circumferential) to grow to the allowable flaw size.For surge line locations, this evaluation can be very complex, as the crack growth assessment must consider many loadings, such as: insurge/outsurge effects, thermal stratification in the horizontal section of the line, thermal expansion of the piping (including anchor movements), and internal pressure.Trying to envelope all of these loads using traditional tools can lead to excess conservatism in the evaluation, and short inspection intervals that reduce the value of an Appendix L evaluation.
https://www.structint.com/wp-content/uploads/2021/06/News-View-Volume-48-SI-FatiguePro-Version-4.0-Crack-Growth-Module-Application-Case-Study-Complex-Multi-Cycle-Nuclear-Transients.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2020-09-30 18:00:082021-07-28 18:27:44News & Views, Volume 48 | SI:FatiguePro Version 4.0 Crack Growth Module – Application Case Study Complex Multi-Cycle Nuclear Transients
SI has developed a process to mitigate the negative outcomes of piping examination.One part of that process is Thinning Handbooks, which have resulted in direct savings in excess of $10 Million for one nuclear plant.
Examination of Safety Related Service Water piping is driven by a number of factors, all of which tend to converge on the objective of finding localized thinning prior to the thinning becoming a problem.In other words, examinations are performed to eliminate the risk of a leak and ensure that the wall thickness remains greater than tmin (the minimum required uniform wall thickness).However, the rules, regulations, and economic realities mean that only bad things happen from an exam regardless of what is found.
https://www.structint.com/wp-content/uploads/2021/07/News-View-Volume-47-TRU-Compliance-Expands-into-Physical-Security-How-To-Make-Knowing-A-Good-Thing-Thinning-Handbooks.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2020-03-03 16:45:142021-07-28 18:27:44News & View, Volume 47 | How To Make Knowing A Good Thing: Thinning Handbooks
There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI.The ultimate objective of these initiatives is to optimize the examination requirements (through examination frequency reduction, examination scope reduction, or both) while maintaining safe and reliable plant operation.There are various examples of examination optimization for both boiling water reactors (BWRs) and pressurized water reactors (PWRs).Each of these technical bases for examination optimization relies on a combination of items.The prior technical bases have relied on: (1) operating experience and prior examination results as well as (2) some form of deterministic and/or probabilistic fracture mechanics. For BWRs, the two main technical bases that are used are BWRVIP-05 and BWRVIP-108.These technical bases provide the justification for scope reduction for RPV circumferential welds, nozzle-to-shell welds, and nozzle inner radius sections.For PWRs, the main technical basis for RPV welds is WCAP-16168.These technical bases are for the RPV welds of BWRs and PWRs which represent just a small subset of the examinations required by the ASME Code, Section XI.Therefore, the industry is evaluating whether technical bases can be optimized for other components requiring examinations.
Nuclear power plants around the world are approaching the end of their original 40-year design life.Efforts are underway to extend the operating license for these plants to 60 years or beyond.As part of the license extension, it must be demonstrated that the reactor containment building remains able to safely perform its intended functions for the extended duration of operation.Many of these containment buildings utilize a post-tensioned concrete design where the tendons are grouted after tensioning.Since these grouted tendons cannot be re-tensioned, an assessment for the loss in prestress beyond the original design life must be performed.
This article describes a methodology to assess the structural performance of a containment structure over time as a function of confidence in the tendon losses and is split into three parts:
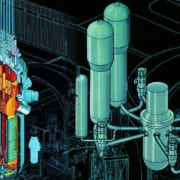
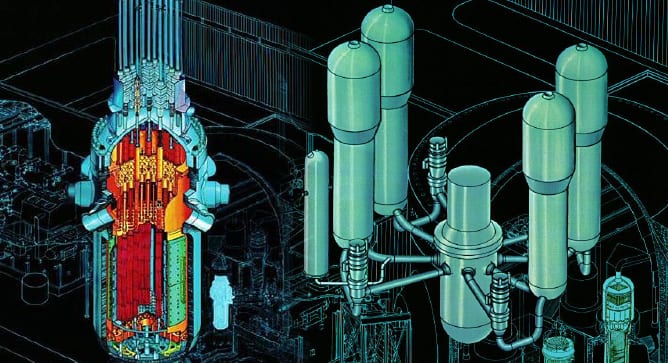
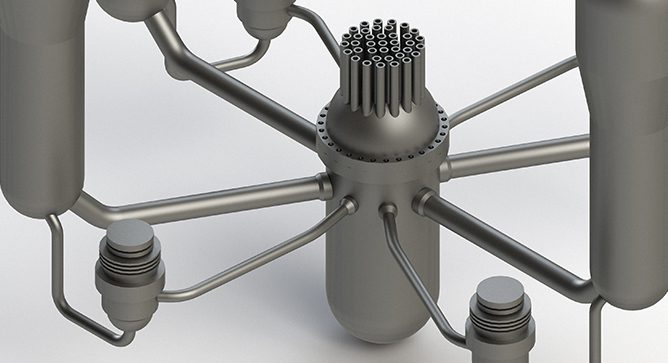
As part of the general design criteria for nuclear power plants, the primary structures and systems of the plant must be designed to handle postulated accident events, including the dynamic effects of postulated pipe ruptures. For a Boiling Water Reactor, analyzed events include various accident conditions in the recirculation piping, including a Loss of Coolant Accident (LOCA). One postulated LOCA event is assumed to be an instantaneous double-ended guillotine break of the recirculation line. This event causes several loads to be imparted on the reactor vessel, attached piping, and reactor internal components. [Some loads such as jet impingement, annulus pressurization, and pipe whip impart loads on the outside of the reactor vessel and the attached piping.][ Other loads, including flow-induced drag and acoustic loads, transmit loads inside the vessel on critical components such as jet pumps, core shroud, and the shroud support structure.] Figure 1 shows the pipe and resulting loads.
ASME Code Section XI requires that the RPV Threads in Flange component (Category B-G-1, Item Number B6.40, see Figure 1) be inspected each inspection Interval using volumetric examination.However, there is general agreement that the inspection does not contribute to the overall safety of the RPV.Industry experience indicates that these examinations have not been identifying service-induced degradation and that they have negative impacts on worker exposure, personnel safety, and outage critical path time.Savings from the elimination of this inspection can be applied to other more meaningful inspections of other more risk-significant plant components.
EPRI Report 3002007626 (March 2016) provides the basis for eliminating the RPV Threads in Flange examination requirement.This report includes the results of an industry survey in which 168 units provided the status of their RPV Threads in Flange examination, as well as insight into the impacts of conducting these examinations.
By: Jason Van Velsor, Dave Anthony, Joe Agnew, and Michael Lashley
Introduction For the past 2 ½ years, Structural Integrity Associates (SI) has been working diligently to develop, qualify and deliver the nuclear industry’s first-of-a-kind manually acquired encoded phased array UT (PAUT) examination for Section XI dissimilar metal welds (DMWs).Development of the encoding technology behind this effort, the LATITUDETM non-mechanized encoding system, was completed in 2017, with our application-specific inspection procedure completed and qualified through the industry’s Performance Demonstration Program (PDI) in the Spring of 2018. Now, with much enthusiasm, we are proud to report that we have successfully completed the first field deployments of the LATITUDE technology and DMW procedure during the Fall 2018 outage season.
https://www.structint.com/wp-content/uploads/2021/07/News-View-Volume-45-Latitude™-Delivers-Highlights-from-the-First-Field-Deployments.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2019-01-01 15:30:512021-07-28 18:30:09News & Views, Volume 45 | Latitude™ Delivers – Highlights from the First Field Deployments
In recent years, SI has observed an increasing trend in the use of specialty instrumentation to solve “impossible” problems or answer “indecipherable” questions.This shift was particularly apparent within commercial nuclear, where data-driven solutions have long been perceived as challenging due to short outage windows, personnel dose concerns, and a significant paperwork burden, among other factors.Widespread adoption of instrumentation-based solutions creates new paths to tackling difficult/persistent problems, and shifts the industry focus for critical assets from reactionary to more of a predictive approach.In 2017, SI assisted numerous clients with deployment of specialty instrumentation in this fashion, comprising two general scenarios: 1) new designs/modifications, and 2) repeat failures.Each application requires different sensors and varying analytical methods, but the approach used to leverage the resultant data to solve the problem is generically applicable throughout the energy sector.The text below details important considerations for both scenarios and highlights a successful application of the underlying process for management of thermal fatigue in reactor coolant system branch piping.
https://www.structint.com/wp-content/uploads/2021/07/News-View-Volume-44-Data-Driven-Solutions-for-the-Most-Difficult-Problems.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2018-04-27 16:00:402021-07-28 18:31:25News & Views, Volume 44 | Data Driven Solutions for the Most Difficult Problems
By: Jason Van Velsor, Joe Agnew, and Owen Malinowski
Determining a course of action once in-service damage is discovered often requires applying a multi-disciplinary approach that utilizes Nondestructive Examination (NDE), analytical techniques such as stress analysis, and metallurgical lab examination.Such was the case recently for a combined cycle plant where indications were found through NDE on the inlet sides of two identical main steam stop/control valves but were not seen on the outlet side.In this case, Structural Integrity (SI) did not perform the field NDE but was requested to perform analytical and metallurgical assessments of the welds.The welds in question joined the 1Cr-1Mo-1/2V (SA-356 Grade 9) main stop/control valve body castings to Grade 91 piping, so the welds represent a ferritic-to-ferritic dissimilar metal weld (DMW). See the Dissimilar Metal Welds in Grade 91 Steel, (page 15) for further information.The welds were made using a 1Cr-1/2Mo (AWS type B2) filler metal, which matches the chromium content of the valve body, but is significantly undermatching in strength to both the valve body material and the Grade 91 piping.
The course of action taken was to perform local stress analysis and remaining life estimates for the downstream (outlet) connections of the valves to assess likelihood of future damage and establish an appropriate re-inspection interval.Detailed metallurgical analysis was also performed on a ring (entire circumference) section removed from one of the upstream welds (which exhibited both surface and volumetric indications in the weld metal) in order to provide insight into the damage mechanism and inform the stress analysis and remaining life estimates.
https://www.structint.com/wp-content/uploads/2021/07/News-View-Volume-44-A-First-of-a-Kind-NDE-Innovation-from-SI-The-first-PDI-qualified-manually-encoded-DM-Weld-Procedure.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2018-04-27 15:35:582021-07-28 18:31:25News & Views, Volume 44 | A First-of-a-Kind NDE Innovation from SI – The first PDI qualified manually-encoded DM weld procedure
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Google Analytics Cookies
These cookies collect information that is used either in aggregate form to help us understand how our website is being used or how effective our marketing campaigns are, or to help us customize our website and application for you in order to enhance your experience.
If you do not want that we track your visit to our site you can disable tracking in your browser here:
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Other cookies
The following cookies are also needed - You can choose if you want to allow them:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.






 There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI.
There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI.
 Nuclear power plants around the world are approaching the end of their original 40-year design life.
Nuclear power plants around the world are approaching the end of their original 40-year design life.
 As part of the general design criteria for nuclear power plants, the primary structures and systems of the plant must be designed to handle postulated accident events, including the dynamic effects of postulated pipe ruptures. For a Boiling Water Reactor, analyzed events include various accident conditions in the recirculation piping, including a Loss of Coolant Accident (LOCA). One postulated LOCA event is assumed to be an instantaneous double-ended guillotine break of the recirculation line. This event causes several loads to be imparted on the reactor vessel, attached piping, and reactor internal components. [Some loads such as jet impingement, annulus pressurization, and pipe whip impart loads on the outside of the reactor vessel and the attached piping.][ Other loads, including flow-induced drag and acoustic loads, transmit loads inside the vessel on critical components such as jet pumps, core shroud, and the shroud support structure.] Figure 1 shows the pipe and resulting loads.
As part of the general design criteria for nuclear power plants, the primary structures and systems of the plant must be designed to handle postulated accident events, including the dynamic effects of postulated pipe ruptures. For a Boiling Water Reactor, analyzed events include various accident conditions in the recirculation piping, including a Loss of Coolant Accident (LOCA). One postulated LOCA event is assumed to be an instantaneous double-ended guillotine break of the recirculation line. This event causes several loads to be imparted on the reactor vessel, attached piping, and reactor internal components. [Some loads such as jet impingement, annulus pressurization, and pipe whip impart loads on the outside of the reactor vessel and the attached piping.][ Other loads, including flow-induced drag and acoustic loads, transmit loads inside the vessel on critical components such as jet pumps, core shroud, and the shroud support structure.] Figure 1 shows the pipe and resulting loads.



 Determining a course of action once in-service damage is discovered often requires applying a multi-disciplinary approach that utilizes Nondestructive Examination (NDE), analytical techniques such as stress analysis, and metallurgical lab examination.
Determining a course of action once in-service damage is discovered often requires applying a multi-disciplinary approach that utilizes Nondestructive Examination (NDE), analytical techniques such as stress analysis, and metallurgical lab examination.