
News & View, Volume 47 | How To Make Knowing A Good Thing: Thinning Handbooks
By: Stephen Parker and Eric Houston
SI has developed a process to mitigate the negative outcomes of piping examination. One part of that process is Thinning Handbooks, which have resulted in direct savings in excess of $10 Million for one nuclear plant.
Examination of Safety Related Service Water piping is driven by a number of factors, all of which tend to converge on the objective of finding localized thinning prior to the thinning becoming a problem. In other words, examinations are performed to eliminate the risk of a leak and ensure that the wall thickness remains greater than tmin (the minimum required uniform wall thickness). However, the rules, regulations, and economic realities mean that only bad things happen from an exam regardless of what is found.

 TRU Compliance’s testing and certification services is expanding into the dynamic field of Physical Security. This service coincides with the upcoming publication of the Structural Design for Physical Security Manual of Practice by the American Society of Civil Engineers, with TRU Compliance Director Andy Coughlin as coauthor.
TRU Compliance’s testing and certification services is expanding into the dynamic field of Physical Security. This service coincides with the upcoming publication of the Structural Design for Physical Security Manual of Practice by the American Society of Civil Engineers, with TRU Compliance Director Andy Coughlin as coauthor.

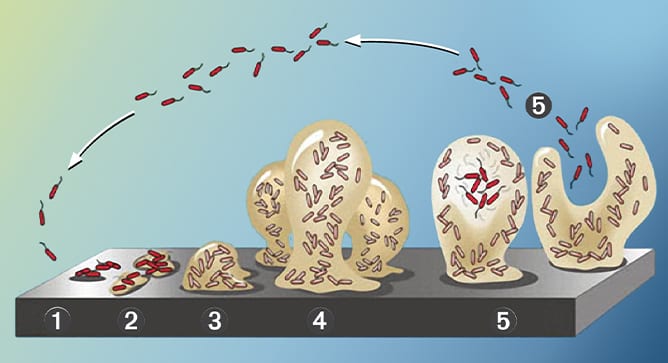 Has the heat conversion efficiency of your heat exchangers degraded? Is the flow of your cooling water system being impeded? Are you repairing or replacing equipment due to localized corrosion causing through-wall failure? Inefficiencies and equipment failures are big problems in any industrial process, but the cause of the problem may be smaller than you think. You might have a biofilm problem. Bacteria floating in a cooling or process water can become colonies on wetted surfaces and can form robust biofilms over remarkably short times. Biofilms are collections of living and dead cells that are enclosed in an extracellular polymeric substance matrix secreted by living organisms. The unchecked growth of biofilms can significantly decrease thermal efficiency on surfaces as the biofilm acts as an insulating layer. Highly localized chemical effects can also be created that lead to microbiologically influenced corrosion (MIC).
Has the heat conversion efficiency of your heat exchangers degraded? Is the flow of your cooling water system being impeded? Are you repairing or replacing equipment due to localized corrosion causing through-wall failure? Inefficiencies and equipment failures are big problems in any industrial process, but the cause of the problem may be smaller than you think. You might have a biofilm problem. Bacteria floating in a cooling or process water can become colonies on wetted surfaces and can form robust biofilms over remarkably short times. Biofilms are collections of living and dead cells that are enclosed in an extracellular polymeric substance matrix secreted by living organisms. The unchecked growth of biofilms can significantly decrease thermal efficiency on surfaces as the biofilm acts as an insulating layer. Highly localized chemical effects can also be created that lead to microbiologically influenced corrosion (MIC).



 On October 1, 2019 the Pipeline and Hazardous Materials Safety Administration (PHMSA) published amendments to 49 CFR Parts 191 and 192 in the Federal Register issuing
On October 1, 2019 the Pipeline and Hazardous Materials Safety Administration (PHMSA) published amendments to 49 CFR Parts 191 and 192 in the Federal Register issuing 

 There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI.
There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI.