
The Importance of HRSG HP Evaporator Tube Internal Deposit Evaluation
By: Barry Dooley Evaluation of High Pressure (HP) Evaporator Tube Deposits is important for several

By: Barry Dooley Evaluation of High Pressure (HP) Evaporator Tube Deposits is important for several
By: Kane Riggenbach and Tony Studer Grade 91 steel is widely used in tubes, headers
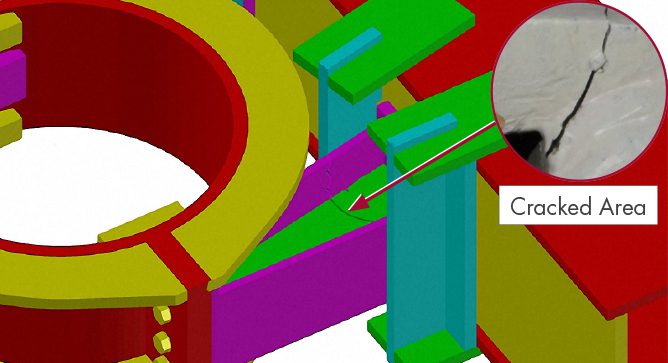
By: David Segletes A circumferential flaw in a 14-inch diameter suction pipe-to-elbow stainless steel weld
By: Andrew Crompton and Mark Jaeger In recent years, SI has observed an increasing trend

By: Scott Riccardella, Erica Fisette, and Bruce Paskett Structural Integrity (SI) has significant depth and

By: Jason Van Velsor, Joe Agnew, and Owen Malinowski Determining a course of action once

Determining a course of action once in-service damage is discovered often requires applying a multi-disciplinary
By: Terry Herrmann While the 2018 Spring outage season is mostly behind us, we all

By: Terry Totemeier Long-term overheating and creep damage are often the damage mechanisms associated with

By: Ed Dougherty and Al Jarvis for Bottom Tubesheet Filter/Demineralizers Initial Installation and Performance at