Interval Relief from RPV Threads in Flange Examination Requirements
By: Scott Chesworth ASME Code Section XI requires that the RPV Threads in Flange component
By: Scott Chesworth ASME Code Section XI requires that the RPV Threads in Flange component
By: Scott Riccardella. Erica Fisette, and Bruce Paskett Update on the Safety of Gas Transmission

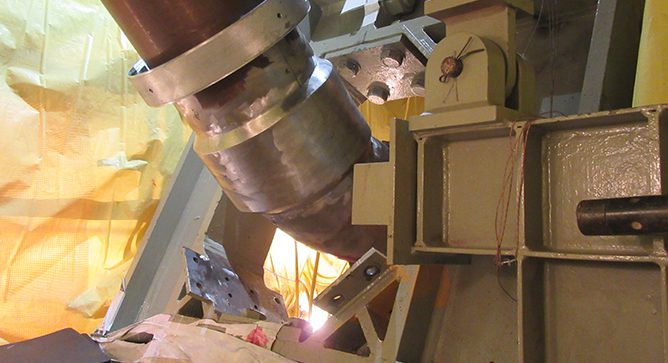
By: Jason Van Velsor, Dave Anthony, Joe Agnew, and Michael Lashley Introduction For the past

By: Matt Freeman High Energy Piping systems, including main steam and hot reheat piping, are

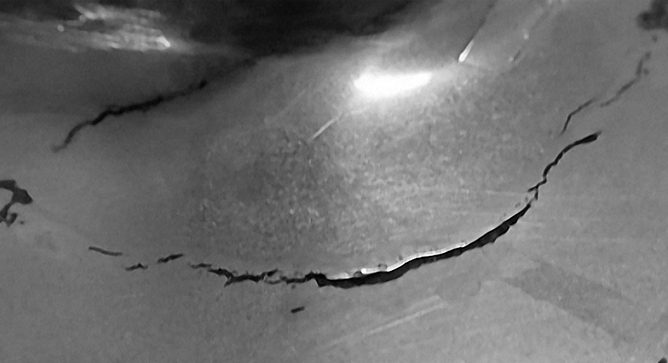
By: Wendy Weiss Structural Integrity (SI) was recently asked to examine a fractured thermowell and

By: Wendy Weiss Acid dewpoint corrosion can occur in conventional and HRSG units in locations

By: Andy Coughlin Whether it’s fair-trade coffee, sustain-ably harvested lumber, energy efficient appliances, or other

By: Barry Dooley Evaluation of High Pressure (HP) Evaporator Tube Deposits is important for several
By: Kane Riggenbach and Tony Studer Grade 91 steel is widely used in tubes, headers
By: David Segletes A circumferential flaw in a 14-inch diameter suction pipe-to-elbow stainless steel weld