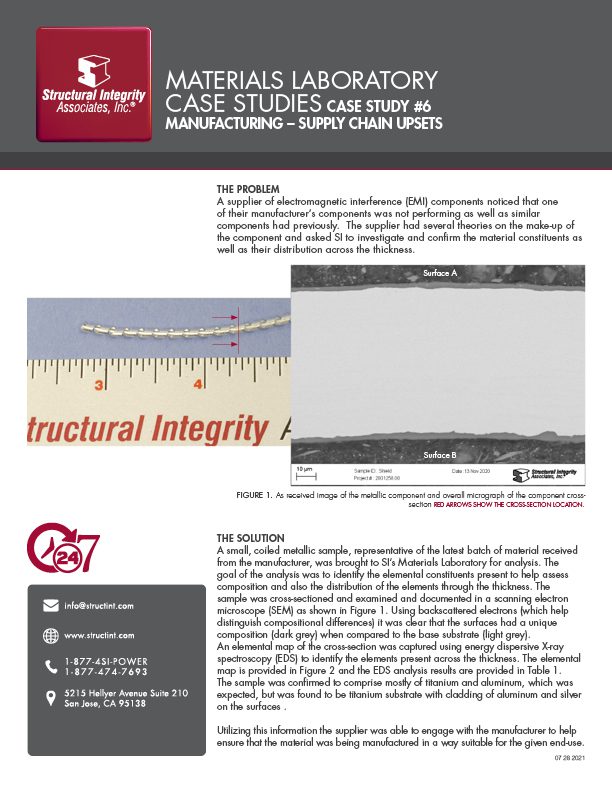

MATERIALS LABORATORY CASE STUDY 6 THE PROBLEM A supplier of electromagnetic interference (EMI) components noticed
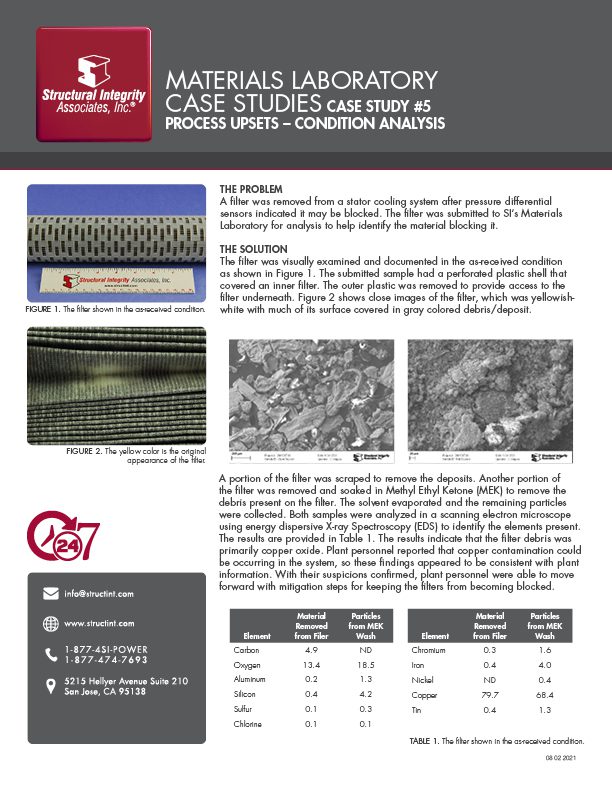
MATERIALS LABORATORY CASE STUDY 5 THE PROBLEM A filter was removed from a stator cooling
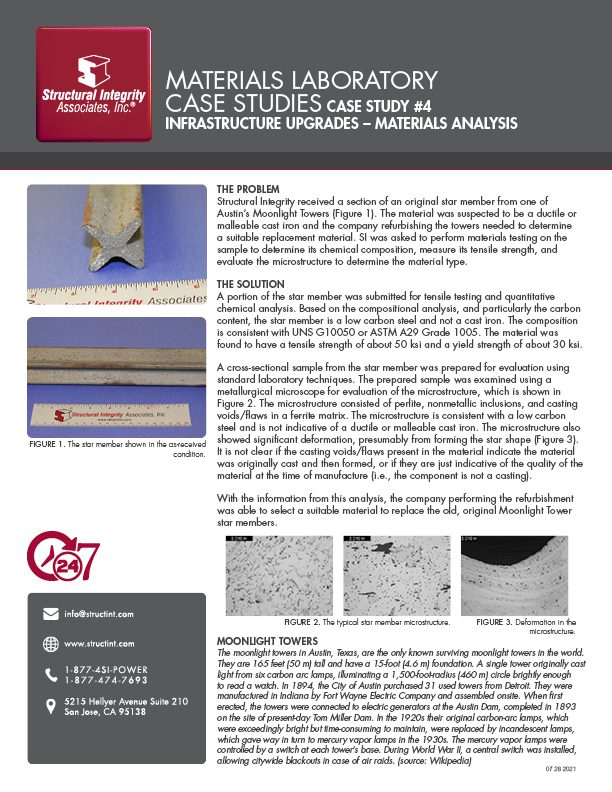
MATERIALS LABORATORY CASE STUDY 4 THE PROBLEM Structural Integrity received a section of an original

MATERIALS LABORATORY CASE STUDY 3 THE PROBLEM Structural Integrity received several sections of core reinforcing

MATERIALS LABORATORY CASE STUDY 2 THE PROBLEM A manufacturer noticed recent material provided by a