
Pipeline Integrity Activity and Plans for 2022
Authors: Scott Riccardella and Andy Jensen 2021 marked another successful year for the Structural Integrity
Authors: Scott Riccardella and Andy Jensen 2021 marked another successful year for the Structural Integrity
Structural Integrity’s Own Honored Awarded to an alumnus/a for exceptional accomplishment and leadership in the
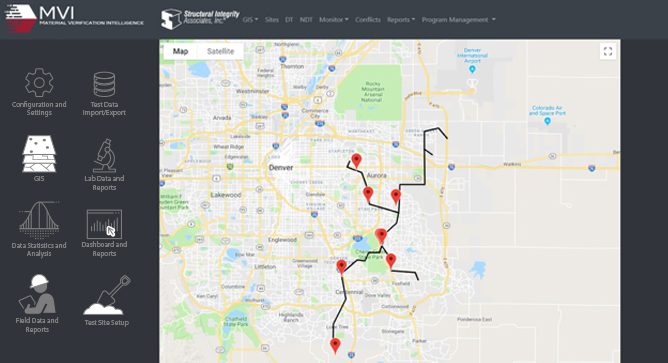
PIPELINE INTEGRITY SOLUTIONS By: Scott Riccardella and Roger Royer On October 1, 2019, the Pipeline
VESSEL LIFE CYCLE MANAGEMENT By: Erick Ritter and Daniel Peters Initial introduction of many of
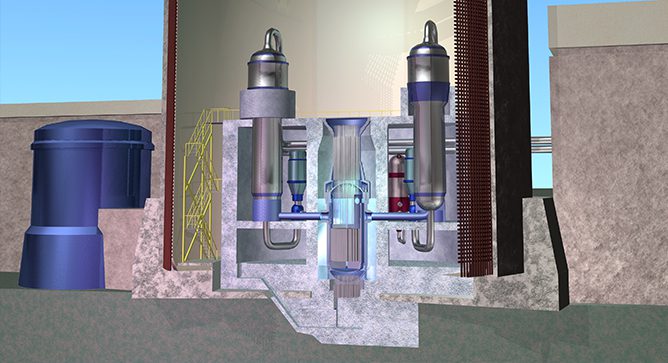
FRACTURE TOUGHNESS CRITERIA By: Tim Griesbach and Dan Denis The integrity of the nuclear reactor

EQUIPMENT TESTING AND CERTIFICATION TO ASSESS RISK By: Katie Braman Using a risk-based approach derived
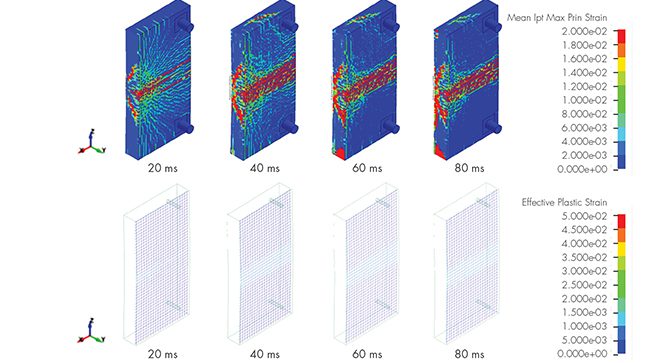
ADVANCED STRUCTURAL ANALYSIS By: Livia Mello and Shari Day One of Structural Integrity Associates’ (SI)

PRCI June Technical Committee Meetings Structural Integrity Associates (SI) recently attended the PRCI June 2021
MATERIALS LABORATORY CASE STUDY 6 THE PROBLEM A supplier of electromagnetic interference (EMI) components noticed
MATERIALS LABORATORY CASE STUDY 5 THE PROBLEM A filter was removed from a stator cooling