
High Energy Piping Monitoring
High Energy Piping Monitoring SI moves beyond the pilot application of a High Energy Piping
High Energy Piping Monitoring SI moves beyond the pilot application of a High Energy Piping

The Corporate Magazine (www.thecorporatemagazine.com) approached us recently to be featured in their “Top 20 Most

A CASE STUDY FROM THE FERMILAB LONG BASELINE FACILITY By: Keith Kubischta and Andy Coughlin,

TECHNOLOGY INNOVATION – THICK FILM SENSORS By: Jason Van Velsor and Robert Chambers The ability
ENGINEERING CRITICAL ASSESSMENT By: Pete Riccardella, Scott Riccardella and Chris Tipple The Structural Integrity Associates,
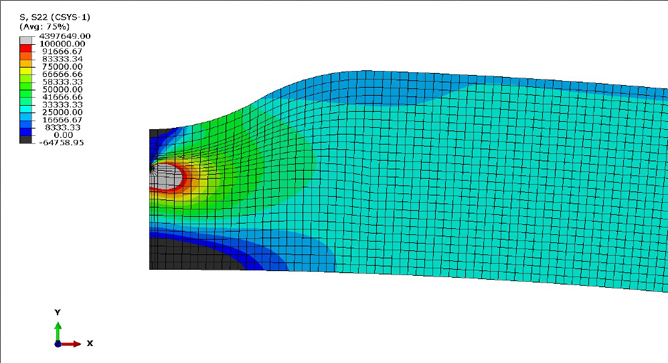
By: Wenfeng Liu PEGASUS, a finite element fuel code developed at SIA, represents a new
SOFTWARE AUTOMATION By: Adam Roukema and Mark Jaeger Driving Forces for Digital Transformations: Paper Reduction
EFFECTIVE ASSESSMENT TECHNIQUES By: Matt David, Michael Greveling, Daniels Peters and Erick Ritter Recently, Structural
COMPONENT LONGEVITY By: John Molloy Introduction An industrial combustion turbine can ingest over 1000lbs of

Authors: Scott Riccardella and Andy Jensen 2021 marked another successful year for the Structural Integrity