
SIA Receives SOC 2, Type II Certifications for our AIMS Software Platform.
At Structural Integrity Associates (SIA), we take cybersecurity very seriously for ourselves and our clients,

At Structural Integrity Associates (SIA), we take cybersecurity very seriously for ourselves and our clients,
Structural Integrity Associates, Inc. (SIA) is pleased to announce the addition of Daniel (Dan) Patten
IN PRESSURIZED WATER REACTOR (PWR) COOLANT SYSTEMS By: John Hayden and Jason Van Velsor The
Traditional nondestructive examination (NDE) activities are planned based on hours of service, number of load

By: Scott Riccardella, Owen Malinowski and Chris Tipple Several pipeline operators have established pilot demonstration

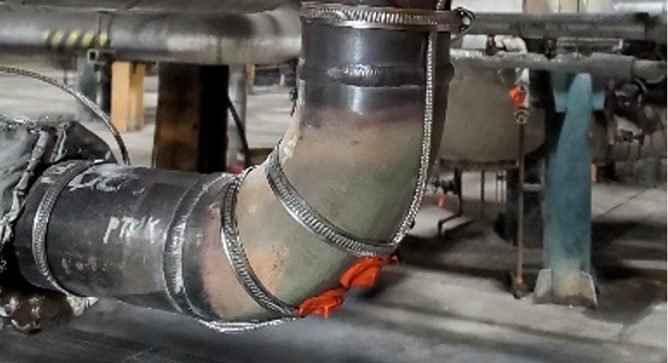
CIRCUMFERENTIAL THERMAL FATIGUE IN CONVENTIONAL WATERWALL TUBES By: Wendy Weiss Circumferential Thermal Fatigue damage in

Structural Integrity Associates, Inc. (SIA) is pleased to announce the appointment of Michael Battaglia as
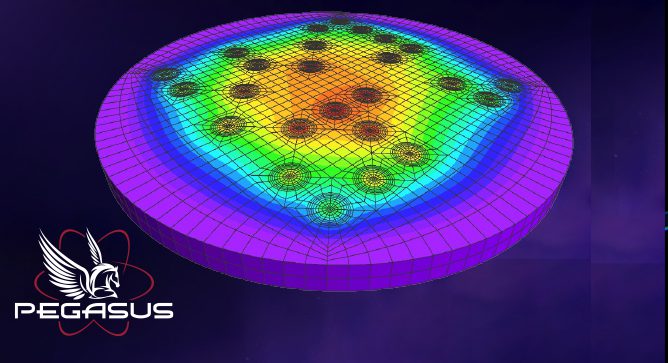
ADVANCED FUEL MODELING DEVELOPMENT STATUS By: Bill Lyon INTRODUCTION The PEGASUS nuclear fuel behavior code
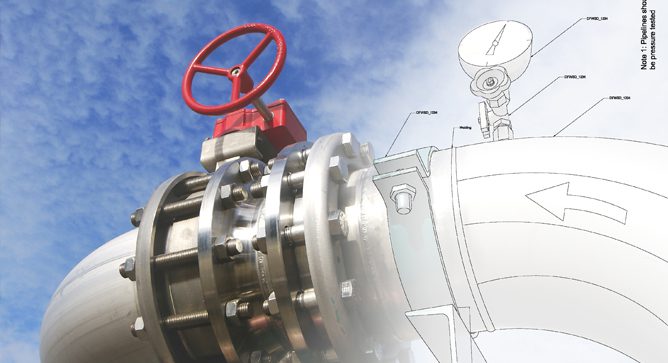
PREPARING CLIENTS TO MEET NEW PIPELINE AND SAFETY REGULATION By: Bruce Paskett and Erica Rutledge
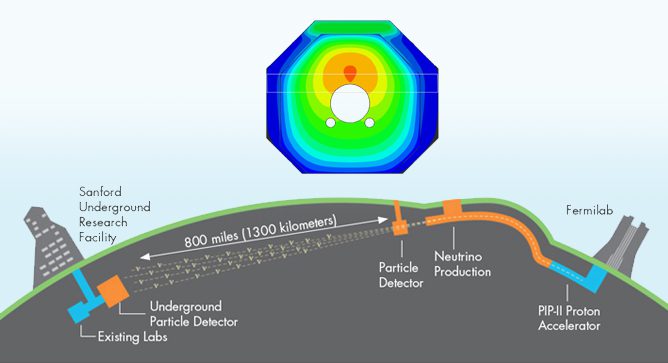
A CASE STUDY FROM THE FERMILAB LONG BASELINE FACILITY By: Keith Kubischta and Andy Coughlin,