
News & Views Issue 56 is here, and it’s one of our most wide-ranging issues yet.
The cover of this issue features a longstanding inspection challenge in nuclear power: achieving full
The cover of this issue features a longstanding inspection challenge in nuclear power: achieving full

February 2, 2026 SI Solutions, LLC Acquires Radiological Solutions, Inc., Adds to Nuclear Energy Capabilities

Expanding leadership to strengthen relationships and provide unmatched engineering services to energy and infrastructure clients.

Expanding enterprise-wide engineering leadership to support company-wide growth and deliver solutions for a rapidly evolving
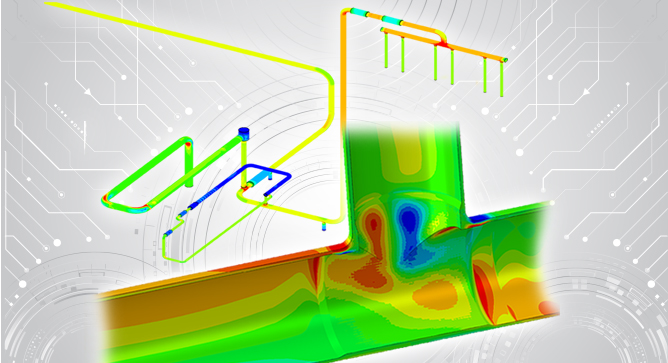
By: Eric Jones and Matt Dowling High Energy Piping (HEP) programs help ensure safe and
By: Curtis Strauss and Isaac Hall SI was engaged to design, install, and commission a
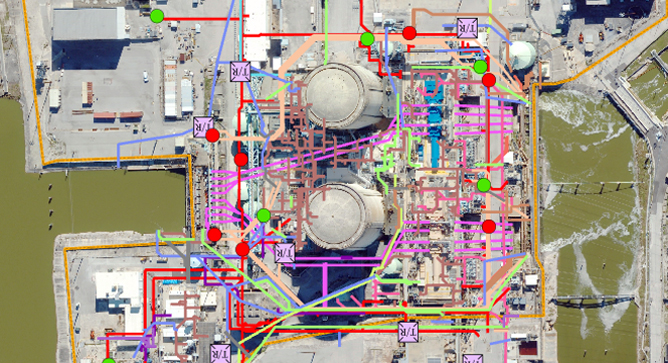
By: Wayne Gibson, Erica Libra-Sharkey, Warner Weber, and Al Jarvis In a nuclear power plant,
HUNTERSVILLE, N. Carolina – October 13, 2025 – Structural Integrity Associates (SIA) today announced the

By: Clark McDonald, PhD Facilities that plan ahead for failure investigations are more likely to
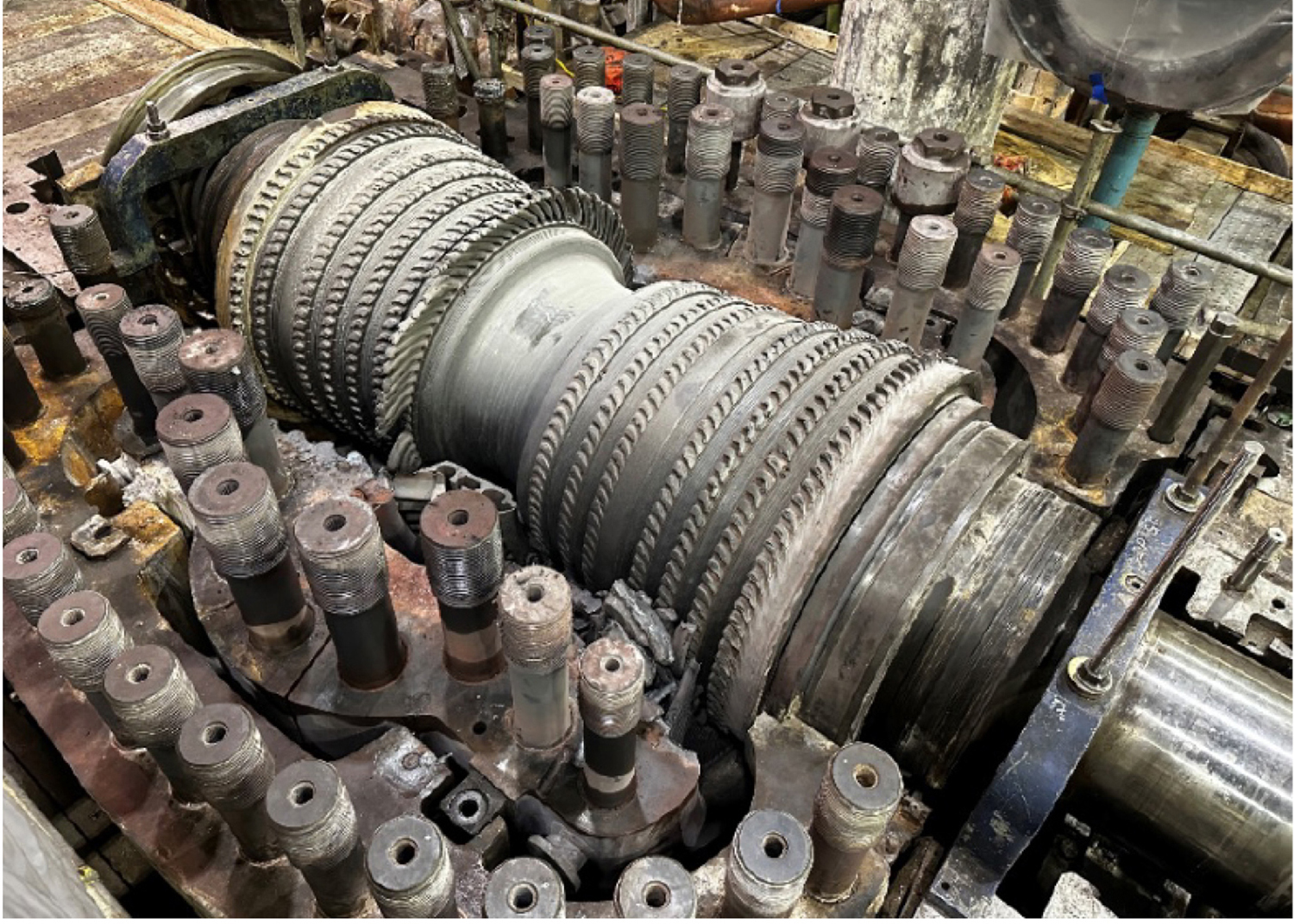
By: John Molloy and Dave King This article summarizes SIA’s independent root cause analysis of