Increase in Reinspection Intervals for BWR Reactor Internals
By: Dick Mattson and Minghao Qin A U.S. BWR utility contracted with Structural Integrity (SI)

By: Dick Mattson and Minghao Qin A U.S. BWR utility contracted with Structural Integrity (SI)
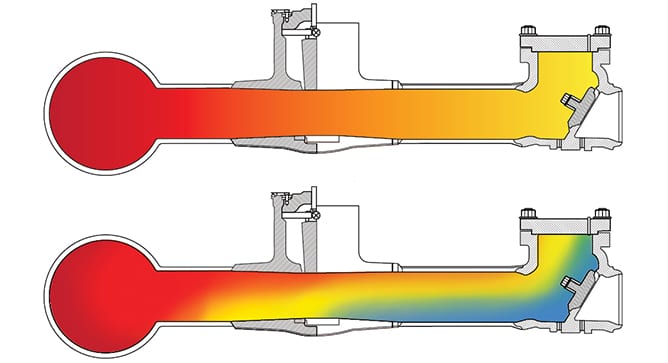
By: Mark Jaeger and Andrew Crompton Acoustic resonance is a phenomenon in which an acoustic

By: Erica Libra-Sharkey INDUSTRY CHALLENGE From the US Department of Energy, Office of Nuclear Energy,
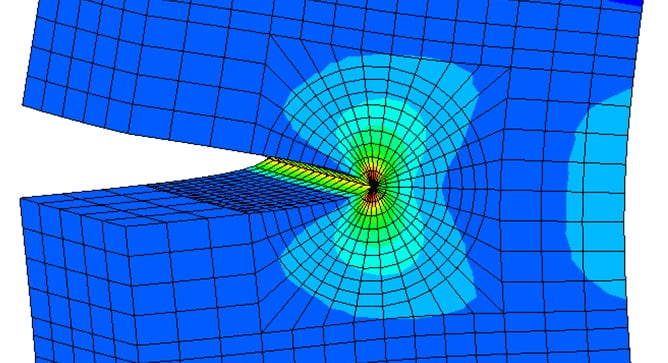
By: Bill Weitze 100% of thermal stress was treated as nonlinear gradient stress and linear

By: Scott Chesworth, Bob Grizzi, and Dilip Dedhia Optimizing the inspection interval for high-reliability components

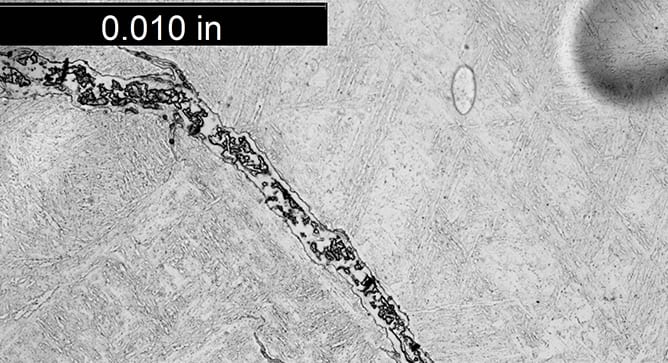
By: Dave Gerber and Terry Herrmann Environmentally-Assisted Fatigue (EAF) screening is used to systematically identify

By: Curt Carney As plants enter their initial or subsequent license renewal period one of
By: Wendy Weiss and Terry Totemeier Structural Integrity (SI) personnel visited a power plant construction

By: Ben Ruchte and Kane Riggenbach To provide operating flexibility, combined cycle plants are typically
By: Cliff Lange and Matt Freeman OEMs recommend periodic inspection of pinned finger turbine blade